

-
- ATOS Q | 全新工业级量测技术
- GOM ScanCobot | 人机协作全自动量测系统
- ATOS 5 for Alrfoll | 专为航太量身打造的精密仪器
- ATOS5 | 工业级3D量测
- ATOS5X | 自动化全车检测
- ATOS Capsule | 高精度光学测量仪
- ATOS Core | 中小型工件3D量测
- ATOS Compact Scan | 高移动性3D量测
- ATOS ScanBox | 全自动3D量测
- GOM Scan1 | 小型三维扫描仪
- ATOS PLUS | 自动化全域定位
- TRITOP | 光学式三次元
- GOM Probe | 光學追蹤探針
- T-SCAN hawk 2 手持式三维扫描仪
蔡司中国区授权总代理商
激光粉床熔融工艺中的匙孔气泡缺陷研究
激光粉床熔融工艺中的匙孔气泡缺陷研究
Mohamad Bayat, et al. Keyhole-induced porosities in Laser-based Powder Bed Fusion (L-PBF) of Ti6Al4V: High-fidelity modelling and experimental validation.
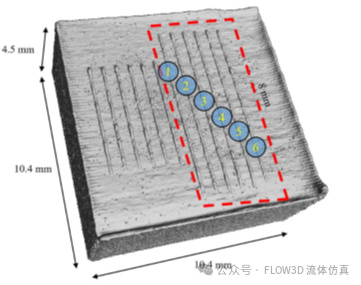
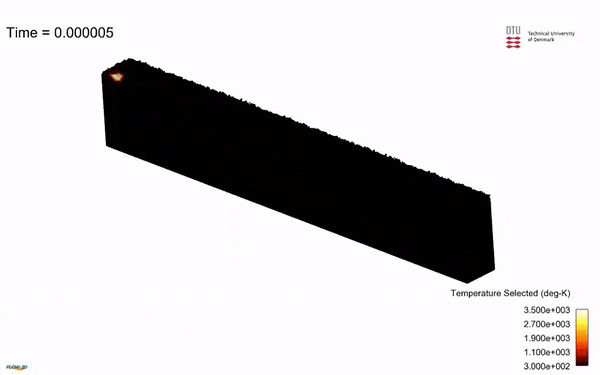
在本研究中,在一个10.4×10.4×4.5大小的粉床上制作多道直线激光加工实验,每道加工长度为8mm,共加工六道。希望透过本研究了解匙孔气泡形成机制。
1. 匙孔的形成
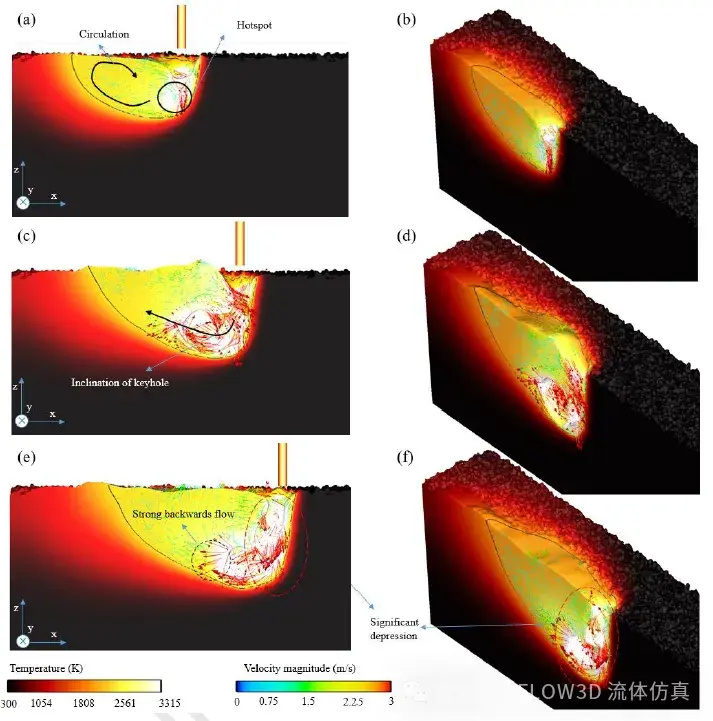
- 最初的加热区域先形成较浅的熔池
- 反冲压力造成熔融金属流体向下运动
- 向下的流体运动以及热点造成匙孔持续增长
- 热量往熔池后端移动,造成匙孔边缘的温度继续上升,形成更大的反冲压力
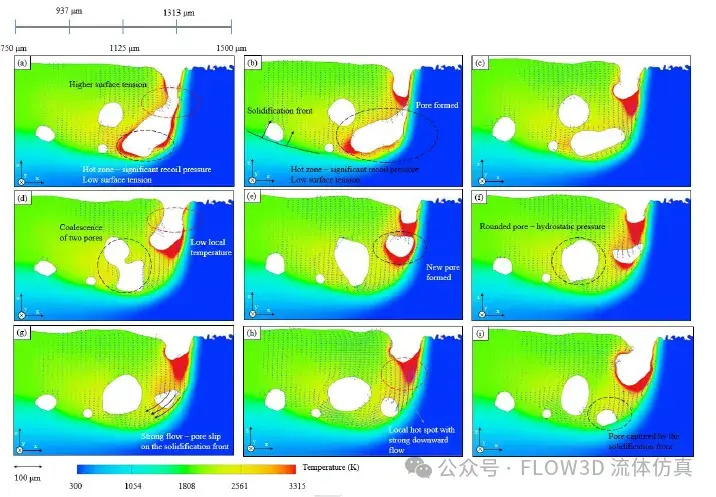
匙孔引起的气泡缺陷形成机制
- 匙孔底部的反冲压力持续增加,造成熔池上缘区域的表面张力随之增加
- 局部冷却的金属开始闭合,形成不规则的气泡
- 向下的流体流动将这些气泡往熔池后端推动
- 气泡随即被困在凝固的金属熔池内
2. 模型验证
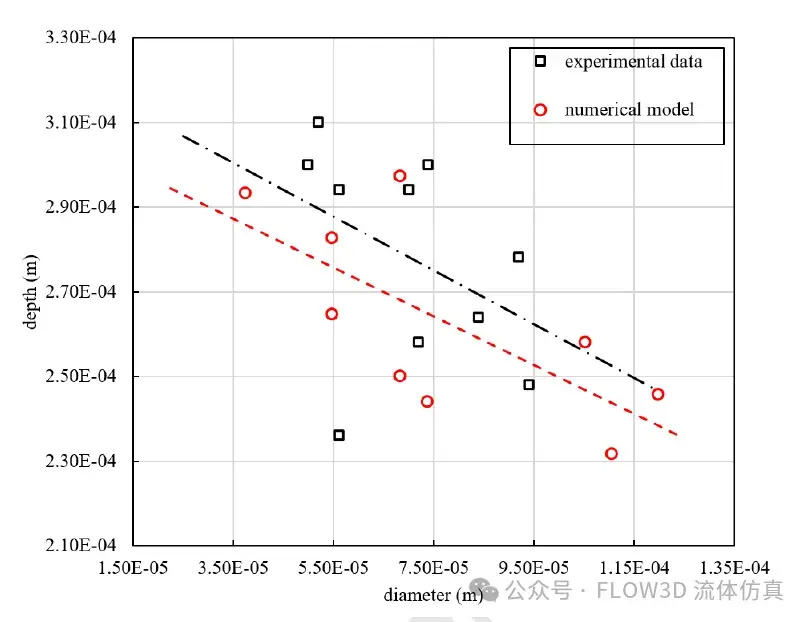
以170W的激光加工实验与数值模型比对,上图为气泡深度VS直径。黑色方框为实验数据,红色圆圈为仿真结果,两者趋势一致。
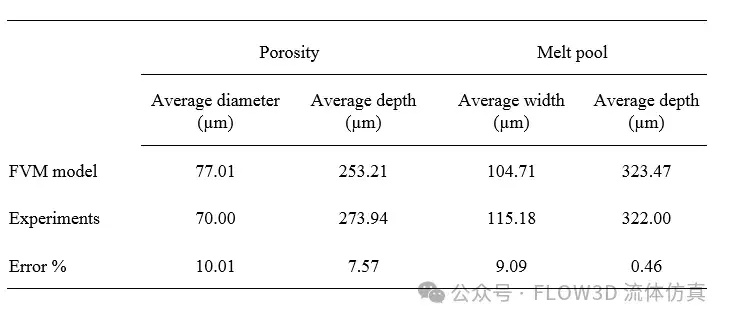
上表为气泡的平均直径和深度数据,以及熔池的平均宽度和深度数据,仿真与实验结果相当接近。
资讯中心
NEWS
关注我们
